募集要項
※現在、募集は行っておりません。
※現在、募集は行っておりません。
ACM Inc.は、広範囲の用途分野に実績があります。
宇宙からスポーツまで、個々のお客様のニーズに合った製品を提供しております。
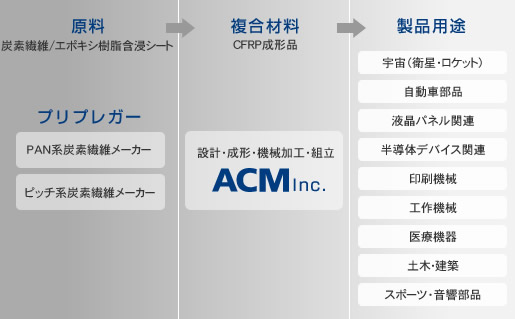
当社製品の主要な用途は、機械部品です。近年市場ニーズの急速な変化に対応するため、製造プロセス革新を目的とした軽量化・高剛性化要求により、CFRP部品の採用が拡大しています。
特に、液晶FPD(フラット・パネル・ディスプレイ)の製造プロセスにおいて、CFRP部品のみがお客様の要求性能を満足させることができる搬送系のみならず、他の重要な工程において新規開発のお手伝いをさせて頂き、量産装置への採用に伴い実績拡大につながっています。
半導体デバイス関連装置の搬送系部品の実績もあります。 当社独自の設計思想をお客様が採用された例があり、金属やセラミックでは実現できなかった構造・性能の製品を提供させて頂いています。
・軽量・高剛性に加え、他のCFRPの特長を活かした用途に、医療部品、土木・建築、音響部品があります。
・医療部品は、炭素繊維の優れたX線透過性を生かし、当社の接合技術で実現したサンドイッチ構造品が中心です。
・土木・建築用途は、エポキシ樹脂と炭素繊維のコンポジットにより得られる優れた耐候性の補強部品です。
・音響部品は、高い比剛性による優れた振動減衰性を生かした部品です。

家具にCFRPを用いることで、機能を損なうことなく、無垢材では到達出来ない薄さを表現することが出来ました。外観のクロス模様も美しく、スリムなたたずまいの中にもしっかりとした存在感を放っています。 (写真をクリックすると拡大します。)
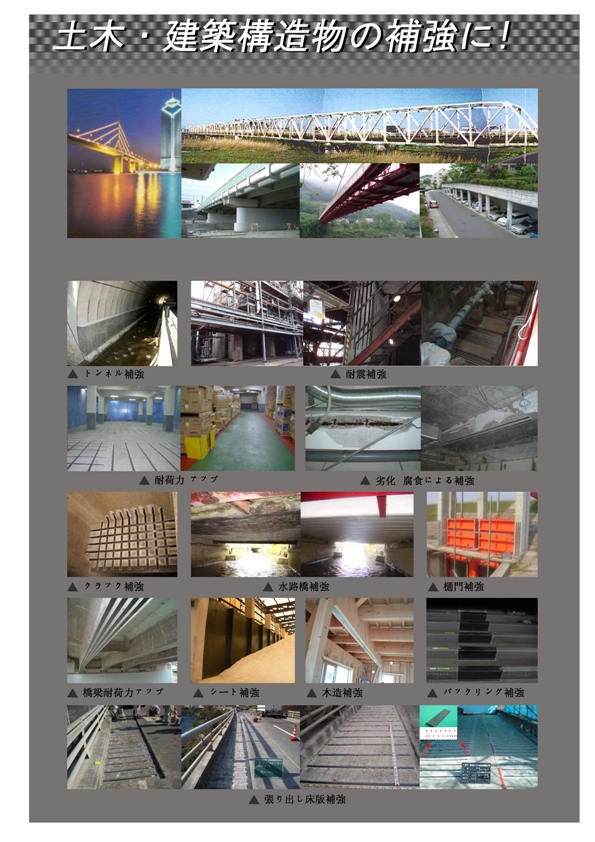
CFRPは塩分や酸という腐食環境に強く、強度低下した構造物の補強に大変適した素材です。施工時に特殊な機械は不要のため、公共道路を通行止めにする必要がありません。CFRPは軽量ですので、取り扱いも容易で、人力での施工も効率的に進めることが出来ます。 (写真をクリックすると拡大します。)
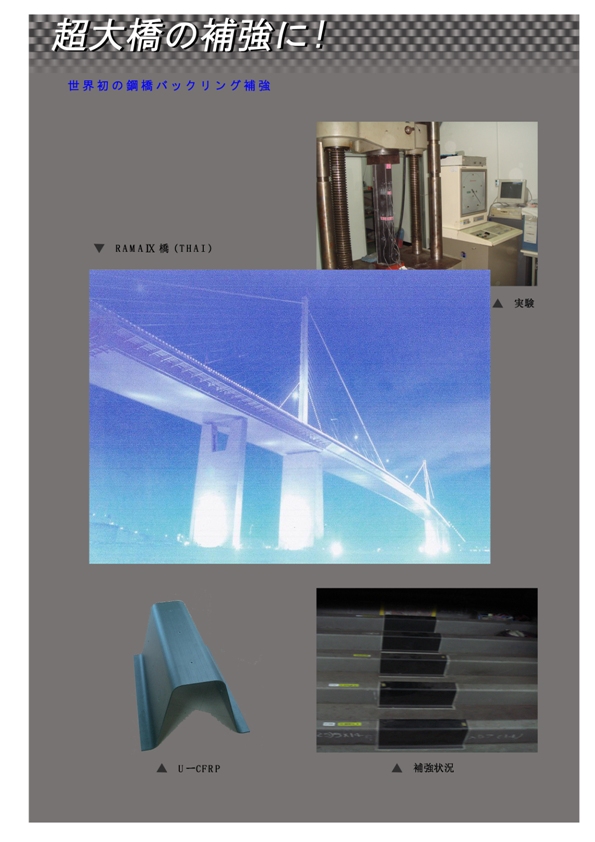
CFRPは土木・建築の補強材としての利用も進んでいます。写真は、タイにあるRAMAⅨ橋の補強の様子です。U型のCFRPを接着にて補強することで、作業時間も短く、そして何よりも溶接や重機が不要のため、施工時に橋の交通規制が必要ないことが大きなメリットです。 (写真をクリックすると拡大します。)

建築家、青木淳氏デザインによる片持ち梁の超ロングアーム照明器具は、2009年4月22日から27日まで、イタリアのミラノ・サローネと同時期に開催されたTOKYO FIBER ’09-SENSEWARE展に展示されました。
肉厚わずか1mmの中空構造のCFRPとすることで軽さを追求し、かつ中空部に必要な照明部品をすべておさめています。支柱からの長さ6mの物体が、重力をまるで感じさせずに水平を保ったまま周囲を照らす姿は、来場者に驚きを与えました。

「軽く、快適」で、「海水にも全く腐食しない」CFRPの特性を生かした製品です。「高強度」のCFRPはねじれの力にも強く、釣具用ハンドルにはぴったりの素材です。

形状はクランクやストレート、表面はツヤ有り・ツヤ無しがあります。ねじれなどの厳しい強度試験もクリアしたこの製品は、性能そして外観の美しさというCFRPの魅力がたっぷりと詰まった一品です。

CFRPの特長のひとつである「減衰性」を生かし、音源再生時の振動を軽減することに成功しました。

長さ約3mの角パイプ形状ですが、女性一人でも軽々持ち上げられるのはCFRP製品以外ではまず見かけない光景です。

当社ではテーパー形状のパイプも生産しております。長さ3.5m x 厚さ4mmのこのアームは、CFRP製品の大きな特長である「高剛性」「軽さ」を生かして、液晶パネルを運ぶのに使われています。

幅1m x長さ3.5mのCFRP製テーブルは本社会議室にあります。4本脚ですが中央に人が乗ってもたわまないのは、自重の小さいCFRPのおかげです。

このほかにもさまざまな部品の設計・成形・加工をしております。規格外サイズも対応可能ですので、ぜひご相談下さい。

| 引張強度 | 98~2600 Mpa |
|---|---|
| 引張ヤング率 | 49~390 Gpa |
| 線膨張係数 | 5×10-6/ ℃ 以下 |
| 密度 | 1.5~1.7 g/cm3 |

| 引張強度 | 250 Gpa |
|---|---|
| 線膨張係数 | 0.1×10-6/ ℃ 以下 |
| 密度 | 1.65 g/cm3 |
| 重量 | 上ハンド:54kg / 下ハンド:32kg |

| 引張強度 | 1100 Mpa |
|---|---|
| 引張ヤング率 | 250 Gpa |
| 線膨張係数 | 0.2~0.3×10-6/ ℃ 以下 |
| 密度 | 1.65 g/cm3 |

大型熱風オーブン(Max. 300℃) 2台
最大能力:3200W x 4000L x 250H
大型熱風オーブン(Max. 200℃) 2台
最大能力:1200W x 3600L x 2000H

マシニングセンタ 8台
最大能力:X-3200, Y-1200, Z-400

大板用切断機 2台
最大加工長:3800mm

小型旋盤 1台
CNC三次元測定機 1台
CFRP製品は、鉄・アルミ・ステンレスなどと同様に機械加工を施すことが出来ます。 ただし、炭素繊維が非常に硬いため、工具を消耗しやすいので、精度を確保するには工具の選定(超硬、ダイヤモンドなど)と、交換時期を適切に考慮する必要があります。
タッピング加工
直タップ加工は問題ありませんが、積層設計時に炭素繊維の配向を考慮する必要があります。 繊維が強化材として機能している必要があります。強度は十分得られます。
製品使用時にビスの着脱があり得る場合には、コイルインサート挿入とします。
ナットサート加工
角パイプなど必要なタップ深さが取れない薄肉品の場合、キリ穴加工後、ナットサート加工も採用しています。 内側に板ナットを設けることもありますが、外側から任意の位置にナット加工できるメリットがあります。
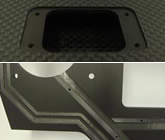
ザグリ(溝)加工
金属と同じようにザグリ加工は可能ですが、繊維を切断することで歪みが生じることを考慮する必要があります。 加工深さ・面積によっては、積層設計を見直します。

タッピング加工

ナットサート加工
ザグリ(溝)加工
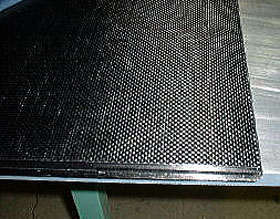
当社の大気圧を利用した真空バッグ成形法による製作プロセスを紹介します。
一般的には、CFRP板はプレス成形法が採用され、下写真・よりホットプレス機に投入し加熱・加圧し製作されます。
当社の真空バッグ成形プロセスは、工程中を通して板全面の真空引きにより、プリプレグ積層間のエアーを完全に抜くことで、ボイド・ピンホールがなく、そり・ねじれの少ない製品板を成形できます。
厚さ、平面度など高精度を要求される工業製品には好ましい製作方法と当社ではお客様に推薦しています。

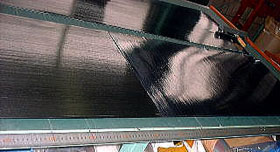
素材(プリプレグ)は、炭素繊維を引き揃えたうえ樹脂を含ませて半硬化させたもので、硬化を防ぐため冷凍保管されていますが、写真は冷凍庫より出しパッキングフィルムを取り除いた状態です。 通常は横置きとしますが写真用に立ててあります。
室温に戻すときには、素材が結露しないようパッキングをはずす時期を考慮する必要があります。
素材の巾は1000mm、長さ100mが標準です。 厚みは豊富にあり(0.02mm~0.5mm程度まで)、作る製品に合せ選択して使い分けます。
例として10t板を作る場合は0.25mmの素材シートを40枚重ねます。
又特性の違う炭素繊維の素材を組み合わせハイブリッド(複合)成形することで性能向上・低価格を実現していきます。


作りたい製品のサイズにカッティングします。
今回は3種の素材を使いました。
積層管理のため、カッティング時に識別表示を行います。


一枚ずつ保護シートをはがし、層間の空気を抜きながら積み重ねます。 このときに材料設計した素材の積み重ね順を管理しながら行います。 最も重要な工程で、出来上がり製品の良し悪しに大きな差が出ます。

端面をそろえ3種の素材が設計どおりの順番で積み重ねられました。
プレス成形法の場合は、この時点でホットプレス機に投入し、加圧・加熱をします。

真空バッグ成形法では、ツール面の上に保護フイルムを敷き、積層された素材をセットします。


上面にも保護フイルムを敷き、その上に平滑な当て板をのせます。


空にするためのパッケージングです。
Step3の工程で抜ききれないエアーを引き出します。(この工程が真空バッギングと呼ばれます。)


真空バッグのセッティング完了です。
少し時間をおいてリークのないことを確認します。 家庭用の布団の圧縮と同じで、大気圧がかかっています。


オーブン(硬化炉)に投入です。
バキュームホースがつながっていますが、真空引きはオーブンが冷えるまで行います。 今回は130℃で2時間加熱します。
使う素材(樹脂の種類や、素材の積層厚さなど)により加熱温度プロファイルは異なります。


完全に冷えた後オーブンより取り出し、パッケージをはずして完成です。 この後、成形板の耳をトリミングします。
マシニングセンター等の機械加工機で、切削や研磨などの研削加工ができます。
加工内容により、ソリやネジレの発生については確認する必要があります。 特に、ハイブリッド成形板の場合は要注意です。

| 異方性材料 | 繊維方向に性能が発現(人間と一緒で、強化した筋肉(繊維)の質・場所・量・方向で、能力が生まれます。 つまり、金属・プラスチックと異なり、常に「材料設計」から製品作りが始まります。) |
|---|---|
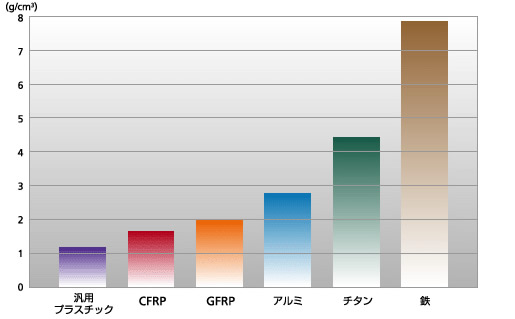
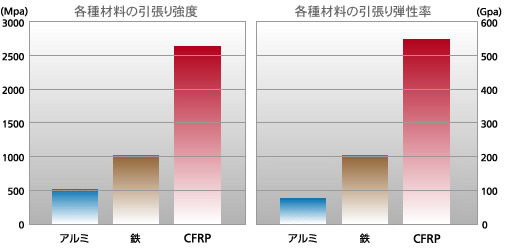
| 軽量 | 比重1.5~1.7(鉄の1/4以下) |
| 高強度 | 900~3000 MPa(鉄以上:S45Cは700MPa) |
| 高剛性 | 55~350 GPa(鉄:S45Cは200GPa) |
| 寸法安定性 | 3ppm以下という低熱膨張率(鉄の約1/4以下。アルミの約1/8以下。) |
| 振動減衰性 | 高い比剛性(鉄の5倍)による |
| 高熱伝導率 | 2~300 W・m/℃(アルミ:140 W・m/℃) |
※一般比較であり実際は個々の積層設計によります。
当社で主に製作しているCFRP成形製品を例にとりますと、
という、それぞれが非常に重要で、かつ相関がある工程を踏むことが必要です。
当社は、すべての工程を社内で取り組んでいます。
CFRP(炭素繊維強化プラスチック)は、繊維が機械的物性と物理的物性を支配する異方性材料です。
成形加工(硬化温度から室温への温度変化)、切削加工(繊維切断)や接着接合(硬化収縮)による応力変化でひずみが生じることがあり、成形・機械加工と組立工程の諸条件を考慮して、材料・構造設計に反映することが、お客様の要求に見合う品質の製品作りの要点です。
当社は、お客様が従来採用していた既存素材(金属などの等方性材料)からCFRP素材へと切り替えるような新規開発のお手伝いをするケースも多くあり、試作により品質・性能の確認をし、すべての工程を見直して再試作という手順で、お客様が満足して頂けるもの作りをしています。
社内での一貫した「もの作り」体制ができているので、お引き合いから、試作、本製作、納品まで短期間で、良い製品のご提供ができると自負しております。